

二次锂离子电池商业化的关键过程之一是使用液体电解质,这使得注入过程变得至关重要。注入过程是指将电解液注入电芯内部并使用注入设备进行密封的过程。
01.注塑设备概述
1.1注射设备的重要性
在二次锂离子电池的制造过程中,电解液的作用是促进离子在正负极之间的传导。它充当锂离子运输的介质,类似于我们肺部的血液促进氧气和二氧化碳的交换。这凸显了电解液在整个电池系统中的重要性。
通常,常见的锂离子电池电解液由无机锂盐电解液、有机碳酸盐溶剂和添加剂组成。作为锂离子迁移和电荷转移的介质,电解液是锂离子电池不可或缺的关键组成部分。它为电池实现高电压、高能量密度和高循环性能等优势奠定了基础。
评估电池注射的最关键参数是注射量、润湿效果(彻底和均匀)和注射精度。这三个方面都是通过注射设备的性能来实现的。因此,注塑设备在锂离子电池的生产过程中至关重要,因为它直接影响电池性能。设备主要参数说明如下:
(1)注入量:需要考虑满足电池的设计要求,并确保将规定量的电解液充分注入电池中。需要精确控制注入量,以确保每个电池单元内的电解液量满足要求。
(2)润湿效应:润湿效应是指电解液均匀地渗透到电池电极内部,使电极表现出最佳的电化学性能。不完全润湿会对电池的性能一致性产生不利影响。在尽可能短的时间内实现最佳润湿效果是注射设备工艺能力的一个关键方面。
(3)注入精度:注入精度反映了电池中电解液量的一致性,进而影响电池的性能一致性。它还反映了注射设备的性能和能力。
除了满足上述三点满足要求外,注射设备还需要考虑采用最佳注射工艺,以最短的注射周期、最小的空间要求、最少的人工干预和最低的成本,在尽可能短的时间内达到预期的结果。
1.2注射设备的原理
注入设备的原理是使用特定过程(如真空、压力和时间)将电解液注入电池的有限内腔(包括电芯和未填充的空间)。一部分电解液渗入电池单元(由正极和负极片和隔膜组成),而另一部分则占据未填充的空间。注入的电解液总量称为注入量。润湿效果越好,渗入电芯的电解液就越多。将电解液渗入电池单元所需的时间越短,注射设备的工艺能力就越好。
特定电池的实际注射量与设定的注射量之间的偏差表示注射精度。对于一批电池,注射量的一致性越好,注射量越集中,注射重量的CPK值越高,说明注射设备的整体性能越好。
1.3注射设备的类型
1.基于电池类型
(1)小袋注射设备。
(2)硬壳注塑设备,包括圆柱形电池注塑设备和方形电池注塑设备。
2.基于结构类型
(1)线性注射设备,包括往复式结构。
(2)旋转注射设备。
基于注射工艺
(1)真空注射设备,一般是指真空常压呼吸渗透法。
(2)低压注射设备,通常涉及加压时压力低于0.3 MPa和真空和压力交替的循环渗透。
(3)高压注射设备,一般涉及加压时的压力在0.5至0.8 MPa之间,以及真空和压力交替的循环渗透。高压使注射和润湿效果更好,使其成为目前注射设备的发展方向。目前,很大一部分圆柱形电池和棱柱形铝壳电池(在等静压的支持下)使用高压喷射。然而,高压注射尚未广泛用于软包型电池。
(4)超高压注射设备:目前,市场上还没有明确量产的超高压注射设备。未来可能会有静压更高的注射设备。在1至2 MPa的加压下运行的注射设备可以称为超高压注射设备。对于未来能量密度更高的电池,有可能使用超高压注入设备,这可能会减少所需的注入后稳定时间。
4)基于加压方式
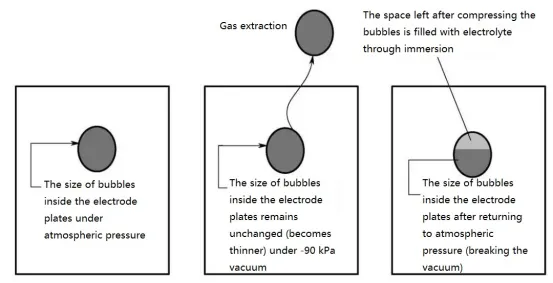
(1)差压注入设备:这通常是指在加压和静电沉降时,只对电池的内腔施加正压。电池的内腔和外壳之间存在压力差,因此称为“差压”注入或差压沉降。值得注意的是,对于方形硬壳电池,由于防爆膜的存在和方形外壳容易变形,差压注入设备通常为低压型。对于钢壳18650/26650电池等圆柱形电池,差压注入设备可以是低压或高压。下图说明了高压真空循环注射的原理。
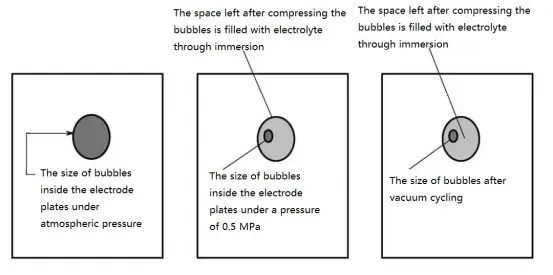
(2)等静压注入设备一般是指在加压和静力沉降时,对电池的内腔和外壳施加相等的正压。电池的内腔和外壳之间几乎没有压力差,因此称为“等静压”注入或等静压稳定。从逻辑关系上讲,高压是目标,等静压是实现高压的手段。没有压力,等静压就没有意义。等静压注入设备允许棱柱形铝壳电池实现高压注入。软包电池还可以利用高压等静压注入。该图说明了常压-真空循环喷射的示意图。
1.4注射机功能
(1)方形铝壳动力电池单注机包括以下功能:
a.物料装载:手动操作或机械臂自动操作。
b.读码:条形码或二维码。
c.预称重:将条形码与重量绑定,数据记录在MES系统中。
d.托盘放置:将电池放入托盘并放置托盘。
e.泄漏测试:检查注射喷嘴的密封性。
f.注射:使用注射泵。
g.稳定、真空和压力循环模式:高压模式、低压模式和等静压模式。
h.从托盘中卸载:从托盘中取出电池。
i.后称重:将条形码与重量绑定,数据记录在MES系统中。
j.密封注射孔:在插入过程中插入粘合针。
k.物料排放。
(2)一种方形铝壳动力蓄电池二次注射机,包括以下功能:
a.物料装载:手动操作或机械臂自动操作。
b.读码:条形码或二维码。
c.预称重:将条形码与重量绑定,将数据记录在MES系统中,以计算二次进样量(可变进样)。
d.托盘放置:将电池放入托盘并放置托盘。
e.泄漏测试:检查注射喷嘴的密封性。
f.注射:使用可变注射泵进行可变注射。
g.稳定、真空和压力循环模式:高压模式、低压模式和等静压模式。
h.从托盘中卸载:从托盘中取出电池。
i.后称重:将条形码与重量绑定,数据记录在MES系统中。
j.真空萃取和氦气回填:使用密封胶针用氦气进行负压萃取和回填。
k.密封注射孔:在插入过程中插入粘合针。
l.物料排放。
(3)圆柱形18650/21700/26650电池注射机(封盖前注液)一般包括以下功能:
a.材料加载:通常是自动加载方法。
b.预称重:将条形码与重量绑定,数据记录在MES系统中,以计算二次进样量(可变进样)。
c.托盘放置:将电池放入托盘并定位托盘。
d.泄漏测试:检查注射喷嘴的密封性。
e.注射:使用注射泵。
f.稳定、真空和压力循环模式:高压模式、低压模式和等静压模式。
g.从托盘中卸载:从托盘中取出电池。
h.后称重:NG(不合规)单位卸货。
i.物料排放。
(4)圆柱形18650/21700/26650电池注射机(注液前封盖)一般包括以下功能:
a.材料加载:通常是自动加载方法。
b.帽方向:确定帽的正确方向。
c.预称重:将条形码与重量绑定,将数据记录在MES系统中,以计算二次进样量(可变进样)。
d.托盘放置:将电池放入托盘并放置托盘。
e.顺序注射:使用注射泵,通常在注射的5-6个阶段进行。
f.顺序稳定、真空和压力循环模式:高压模式、低压模式和真空模式。
g.从托盘中卸载:从托盘中取出电池。
h.后称重:NG(不合规)单位卸货。
i.瓶盖方向和标签折叠:确定瓶盖的正确方向并折叠标签。
j.展平Cap:展平Cap。
k.物料排放。
(5)软包电池注射机一般包括以下功能:
a.物料装载:手动操作或机械臂自动操作。
b.读码:条形码或二维码。
c.预称重:将条形码与重量绑定,数据记录在MES系统中。
d.托盘放置:将电池放入托盘并放置托盘。
e.泄漏测试:检查注射喷嘴的密封性。
f.注射:使用注射泵。
g.稳定:通常涉及真空和大气压稳定循环。
h.从托盘中卸载:从托盘中取出电池。
i.后称重:将条形码与重量绑定,数据记录在MES系统中。
j.密封注射孔:使用热封方法。
k.物料排放。
(6)大型圆柱形铝壳电池的单程注塑机一般包括以下功能:
a.物料装载:手动操作或机械臂自动操作。
b.读码:条形码或二维码。
c.预称重:将条形码与重量绑定,数据记录在MES系统中。
d.注射孔的旋转对准:通常通过CCD识别实现。
e.托盘放置:将电池放入托盘并定位托盘。
f.泄漏测试:检查注射喷嘴的密封性。
g. injection:使用注射泵。
h.稳定、真空和压力循环模式:高压模式、等静压模式。
i.从托盘中卸载:从托盘中取出电池。
j.后称重:将条形码与重量绑定,数据记录在MES系统中。
k.密封注射孔:在插入过程中插入粘合针。
l.物料排放。
1.5性能指标
1.注射效率
(1)圆柱形电池注塑机的效率:
一个。18650/21700/26650电池的效率(注入液体前密封盖子):可用选项包括80PPM、120PPM、200PPM和300PPM。
b.18650/21700/26650电池的效率(密封盖前注入液体):可用选项包括80PPM和120PPM。
c.大型圆柱形铝壳电池(外径32-50mm,高度80-273mm)的效率:目前生产50PPM和72PPM,未来可能达到100PPM或更高。
d.大型圆柱形钢壳电池(外径32-26mm,高度80-160mm)的效率:目前生产60PPM和120PPM,未来可能达到200PPM或更高。对于开放式钢壳结构的46800电池,生产线效率可以考虑在80PPM、120PPM、160PPM和200PPM的范围内逐步递增。
(2)铝壳动力电池注油机的效率:
一个。26148电池的效率:通常在12-24PPM范围内,未来可能在24-60PPM范围内。
b.50160电池的效率:通常在12-24PPM范围内,未来可能在24-60PPM范围内。
c. 33230电池的效率:通常在12-24PPM范围内,未来可能在24-48PPM范围内。
(3)软包动力电池注塑机的效率:
袋式动力电池的效率:一般在6-24PPM范围内。
(4)软包式3C电池注塑机:
袋装3C电池的效率:小袋通常在12-24PPM范围内。
1.注射精度
一个。软包电池的注入精度:通常约为0.5%。
b.18650电池的注入精度:考虑称重系统本身的偏差,一般在±0.1g左右,称重软件的设定偏差通常在±0.15g左右。
c. 26650电池的注入精度:一般在±0.12g左右,考虑到称重系统本身的偏差,称重软件的设定偏差通常在±0.18g左右。
d.大型圆柱形铝壳32130电池的注入精度(第一次注入):一般在±1g左右。
e.大型圆柱形铝壳32130电池的注入精度(二次注入):一般在±1g左右。
f.方形动力电池的注射精度(第一次注射):一般在0.5%到1%左右。
g.方形动力电池的注射精度(二次注射):一般在0.5%到1%左右。
02设备组成和主要结构
2.1外壳
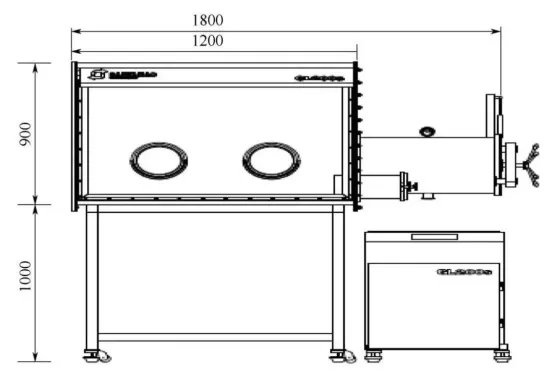
(1)手套箱型:一般仅用于实验室或小规模生产。它可以配备内置除湿机或连接到干燥气源以控制内部的水分含量。单个工作站手套箱如下图所示。
(2)具有一定密封功能的钣金外壳。它与干燥的气源相连,可以在干燥室或带有过渡室的普通房间内使用。钣金外壳的结构如下图所示。

(3)铝合金框架外壳。它在干燥的室内使用,并提供一定的防潮屏障,确保设备和人员的安全。铝合金框架外壳的结构如下图所示。

2.2真空泵
(1)通常采用螺杆泵。
(2)将真空泵放置在注射机旁边,确保真空利用效率高且节能。
(3)如果真空泵放置得很远,则需要管道连接。在这种情况下,应考虑管道造成的真空损失。管道越长越窄,真空流速和真空度的损失就越大。
2.3注射泵
(1)如今,电动泵通常与陶瓷泵头一起使用,而不是2010年之前常用的Hibar喷射泵。
(2)电动泵有手动和智能可变类型,后者通常被称为可变泵。
(3)电解液注入用电动泵的精度一般在0.25%左右。
(4)使用喷油泵时,在实际生产过程中避免泵堵塞很重要。
2.4电解液转移槽
(1)电解液转移槽的主要目的是在大气压下供应电解液(到注射杯),并在小范围内保持恒定液位。
(2)由于存在氮气作为保护气体,转运罐中的电解液被加压至0.2MPa左右,但在使用过程中压力会降低。
(3)必要时,电解液转移槽可采用两层或双槽结构。这允许对上部储罐进行脱气,以提高注射体积的一致性和准确性。
(4)必要时可进行电解液过滤。
(5)必要时,可安装差压变送器对过滤器进行监测。
2.5条码扫描系统
(1)条码扫描器用于识别和读取条码或二维码。
(2)扫描信息与重量数据绑定,在MES系统中形成数据库。
2.6称重系统
(1)包括机械臂、机械手、电子秤等部件。
(2)电子秤通常由单独的称重传感器和放大器组成,以节省空间。
(3)需要考虑称重传感器的耐腐蚀性能。
2.7 MES系统
(1)MES系统主要包括电池条码、预称重、后称重,以及检查注射量偏差进行鉴定。
(2) MES系统实现了第一次和第二次注射之间的连接,以及整个工厂的互连。
2.8泄漏检测系统
(1)有时需要检查密封喷嘴和电池的密封性。密封失败的电池不会进行注射。
(2)采用真空或保压方法进行泄漏检测。
2.9供液系统
(1)包括注入泵、阀门和管道。
(2)部分系统配备临时储料杯,以提高效率。
(3)一些系统使用可移动注射针方法,使用较少的泵将液体注入多个杯子中。
2.10夹具/托盘
(1)用于电池定位,根据不同的电池结构和效率要求设计夹具或托盘。
(2)有固定位置的夹具和可移动配置的托盘。
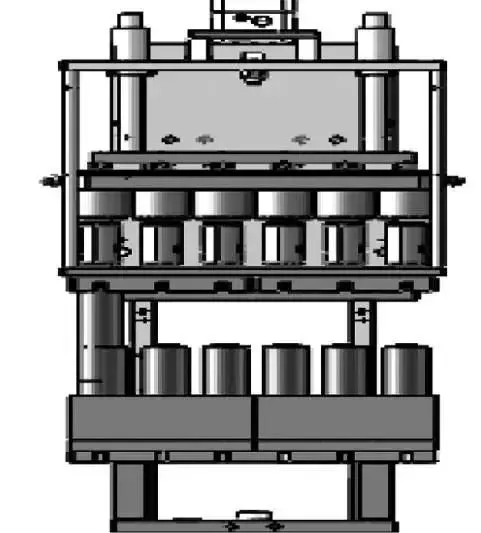
2.11稳定机制
(1)沉降机构包括注射杯、密封喷嘴、电池托盘、压缩机构、压力真空阀和管道系统等。
(2)有几种类型的沉降方法:
·软袋电池通常使用真空-常压循环稳定方法。
·硬壳电池一般采用真空-常压-正压-常压循环稳定方式。
·压力沉降可分为高压沉降和低压沉降。高压沉降是指压力超过0.5MPa,而低压沉降是指压力低于0.3MPa。对于方形电池,尤其是带有防爆膜的电池,在使用高压沉降时需要等压沉降方法。
·圆顶形沉降机构如图所示。托盘装载机的稳定装置如图所示。

2.12物料输送带
物料输送带是一种自动连接机构,用于在后续过程中将电池运入和运出注塑机。
03设备选型及应用实例
3.1选择沉淀方法
(1)考虑到主流注塑机的现状,设备选型主要涉及选择不同的沉降方式,包括真空沉降、低压沉降和高压沉降。
(2)对于软包细胞注射机,目前的做法多基于真空沉降循环法。将来可能会采用高压等压沉降法。一方面可以提供更好的浸渍效果,另一方面推测可能会节省后续的停留时间。
(3)方形铝壳动力电池设备选型的参考注意事项:
一个。注射稳定时间在10分钟内:建议选择低压稳定(差压法)。
b.对于超过10分钟的进样沉降时间:建议选择高压等压沉降。
c.对于超过20 PPM且稳定时间超过10分钟的情况:强烈建议选择高压稳定。
(4)对于圆柱形钢壳电池(18650、21700、26650、32650、32130、46800):
一个。对于效率较低的电池,例如18650为60 PPM,32650、46800为30 PPM,可以选择差压高压注射法。
b.对于效率更高的电池,例如18650的120 PPM或200 PPM、32650的60 PPM及以上,以及未来的46800系列,强烈建议使用高压等压喷射。
c.对于钢壳的32130系列,电池高度较高,电解液浸渍更具挑战性,强烈建议使用高压等压喷射。
(5)圆柱形铝壳32130系列电池:
一个。对于效率较低的电池或二次注入,可以选择差压方式。
b.对于高效生产线,例如效率超过30 PPM的生产线,强烈建议使用高压等压喷射,除非这种电池的注入特别容易且浸渍时间非常短。
3.2结构模式的选择
(1)注塑机的结构一般包括旋转、线性和锯齿形(这是线性的一种)模式,每种模式都有一些差异。
(2)线性模式进一步分为并联模式和串联模式。在并联模式下,所有稳定时间都在同一稳定站完成,而在串联模式下,托盘电池通过所有稳定站以完成整个稳定时间。与串联模式相比,并联模式具有更高的时间利用效率。
(3)旋转模式和并联线性模式本质上是相同的,而zigzag模式一般是串联模式。级数线性模式和zigzag模式的原理基本相同。
(4)无论采用何种模式,关键是电池的流动、电池托盘的流动以及它们的使用循环。
(5)大型注射设备可以是旋转模式和线性模式的组合。
(6)对于软包细胞注射机,通常使用旋转或线性模式。
(7)圆顶形高压等压注射机通常是平行线性注射机。
04设备使用与维护
(1)与其他自动化设备相比,注射机最大的特点是电解液具有腐蚀性,在使用和维护过程中需要特别注意。
(2)尼龙(PA66)、聚甲醛树脂(POM)、PU管和亚克力板(有机玻璃)不耐电解液腐蚀,应避免使用。
(3)电解液易结晶。在长期停机之前,需要将注入泵,特别是陶瓷泵头拆卸清洗,以防止结晶堵塞泵。
(4)避免在电解液附近,尤其是电解液下方有电路。
(5)导轨和滑块应受电解液保护,不受腐蚀。
(6)如果可能,请勿在停产期间切断干燥空气的供应。




