


18650スポット溶接機は、リチウムイオン電池を使用するすべての人にとって画期的な製品です。DIY愛好家であろうとバッテリー業界の専門家であろうと、このツールを効果的に使用する方法を理解することで、プロジェクトを大幅に強化できます。このガイドでは、18650バッテリーの基本、スポット溶接がはんだ付けよりも優れている理由、および信頼性の高いスポット溶接機の重要なコンポーネントについて説明します。また、スポット溶接の段階的なプロセスについて説明し、一般的な落とし穴を強調し、安全のヒントについて説明します。18650スポット溶接の世界に飛び込み、その可能性を最大限に引き出すために、ぜひご参加ください。
18650バッテリーとは何ですか、なぜスポット溶接を使用するのですか?
18650 バッテリーは、エネルギー密度が高いため、パワー バンク、電気自動車、DIY プロジェクトで広く使用されているリチウム イオン セルです。はんだ付けとは異なり、スポット溶接これらのバッテリーを接続するための推奨される方法です。
- 熱によるダメージを防ぐ–はんだ付けは長時間の熱を発生し、セルが損傷するリスクがあります。
- 低抵抗のボンディングを確保– スポット溶接により、強力で一貫性のあるジョイントが作成されます。
- 大量生産に最適–バッテリーパックの組み立てに高速で再現性があります。
スポット溶接機は、制御された短いバースト電流を印加して、ニッケルストリップを過熱することなくバッテリー端子に溶断します。
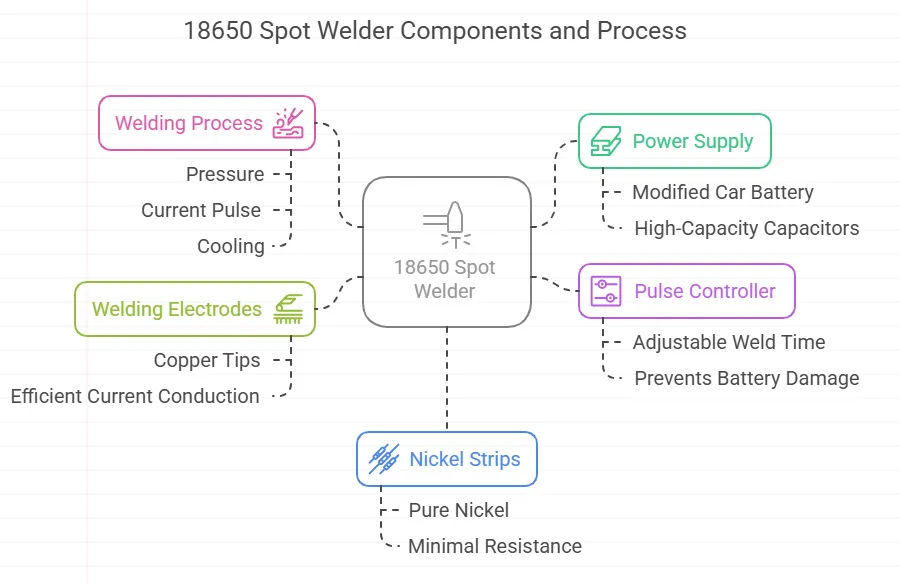
18650スポット溶接機の主要コンポーネント
信頼性の高いスポット溶接機には、次のものが必要です。
- 電源–通常、改造された車のバッテリーまたは大容量コンデンサ(12V〜24V)。
- パルスコントローラー–バッテリーの損傷を防ぐために、溶接時間(1〜10ms)を調整します。
- 溶接電極(チップ)–銅チップは効率的に電流を流します。
- ニッケルストリップ–純ニッケル(メッキされていない)により、抵抗が最小限に抑えられます。
プロのヒント:愛好家には、MOSFETベースのスポット溶接機が手頃な価格を提供し、産業セットアップでは圧力制御に空気圧システムを使用します。
スポット溶接はどのようにして強固な接着力を生み出すのですか?
スポット溶接は、次の方法で機能します。
- 圧力–電極clamp ニッケルストリップを18650端子に取り付けます。
- 電流パルス–高アンペア数バースト(500〜1000A)により、金属が局所的に溶融します。
- 冷却–金属は瞬時に固化し、冶金結合を形成します。
重要な要素:
- 電流が少なすぎますか?弱い結合。
- 脈拍が長すぎますか?ストリップを貫通します。
- 圧力がかからない?溶接部に一貫性がありません。
ステップバイステップ:DIYパック用のスポット溶接18650バッテリー
必要なツール:スポット溶接機、ニッケルストリップ、安全手袋。
- バッテリーの準備–セルを直列/並列構成で配置します。
- クリーン端子–サンドペーパーで酸化を取り除きます(オプション)。
- 溶接機パラメータの設定– 3msのパルスから開始します(必要に応じて調整します)。
- 溶接ニッケルストリップ–電極をスポットごとに1〜2秒間しっかりと押します。
- テスト接続–マルチメーターで抵抗を確認します。
よくある間違い:
- ストリップが重なり合っている(短絡の原因)。
- 圧力が不均一(溶接の失敗につながります)。
アプリケーション:愛好家と商業18650スポット溶接
- 愛好家–カスタムパワーバンク、電動自転車のバッテリー、またはソーラーストレージを構築します。
- メーカー・EV(テスラ型バッテリーモジュール)の生産拡大
安全上の注意:常に溶接パックのバランスを充電し、BMS(バッテリー管理システム)を使用してください。
ESD保護が18650バッテリースポット溶接に重要な理由
静電放電(ESD)は、溶接中にリチウムイオン電池を損傷し、次の原因となる可能性があります。
- 寿命の短縮–内部短絡により、バッテリーの性能が低下します。
- 安全上の問題–火花は可燃性電解質を発火させる可能性があります。
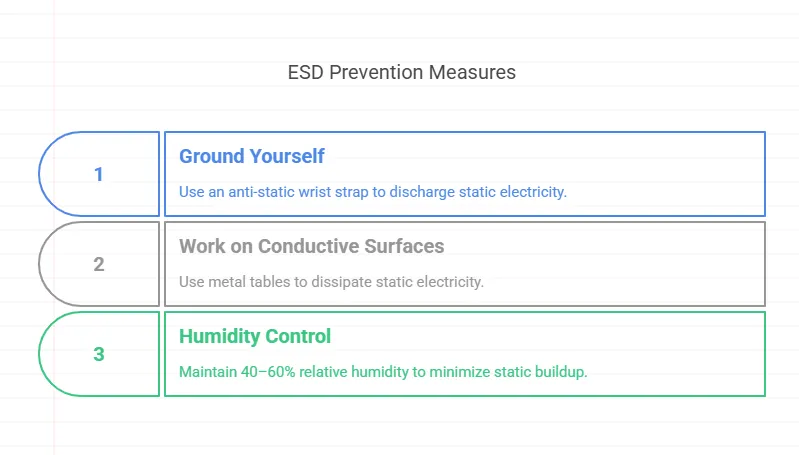
ESDを防ぐ方法:
- 自分で接地する–帯電防止リストストラップを使用してください。
- 導電性表面への作業–金属製のテーブルは静電気を放散します。
- 湿度制御–静電気の蓄積を最小限に抑えるために、40〜60%RHを維持します。
手記:カーペットやプラスチックの表面で移動している場合は、18650セルを素手で扱わないでください。
18650スポット溶接強度の試験方法(引張試験および目視検査)
溶接が弱いと、バッテリーパックが故障する可能性があります。次の方法を使用します。
1.プルテスト(破壊)
- ペンチでニッケルストリップをつかみ、垂直に引っ張ります。
- 良好な溶接部は剥がれません。ボンドが壊れる前にストリップが裂けるはずです。
2.目視検査(非破壊検査)
-
次の点を確認してください。
- 変色(過熱を示します)。
- 一貫性のないマーク(不均一な圧力)。
- ストリップと端子の間のギャップ。
業界標準:溶接部は2〜5kgの力に耐える必要があります(ストリップの厚さによって異なります)。
ステップバイステップ:溶接中に18650個のセルを安全に取り扱う
プレ溶接準備:
- セルの検査–へこみや漏れのあるものは捨ててください。
- 断熱工具を使用する–偶発的な短絡を防ぎます。
- 安全なバッテリー–非導電性治具は動きを避けます。
溶接中:
- ストリップの重なりを避ける–相互接続を防ぎます。
- 熱暴露を制限する-細胞を保護するために<5msのパルスで溶接します。
危うい:リチウム火災に備えて、クラスDの消火器を近くに置いてください。
最適な性能を得るための電極の洗浄方法と溶接チップの交換方法
電極が汚れていると、導電性が低下し、溶接が弱くなります。
クリーニング手順:
- 電源オフ–溶接機を外します。
- 砂電極– 400グリットのサンドペーパーを使用して酸化を取り除きます。
- アルコールで拭く–炭素の蓄積を取り除きます。
ヒントを交換するタイミング:
- 穴が開いた、または変形した表面。
- 溶接中に頻繁に火花を散らします。
- 一貫性のない溶接マーク。
プロのヒント:銅タングステンチップは純銅よりも長持ちします。
この包括的なガイドでは、18650スポット溶接機とバッテリー組み立てにおけるその役割に焦点を当てています。スポット溶接がはんだ付けよりも好まれる理由を説明し、熱損傷を防ぎ、低抵抗の結合を確保し、大量生産を容易にする能力を強調しています。この記事では、電源、パルスコントローラー、溶接電極、ニッケルストリップなど、スポット溶接機の主要コンポーネントを分解します。また、スポット溶接のメカニズムについても詳しく説明し、圧力、電流パルス、および冷却が強力な冶金結合をどのように作成するかについて詳しく説明します。スポット溶接18650バッテリーのステップバイステップの説明と、よくある間違いを避けるためのヒントが提供されます。このガイドでは、愛好家と商用ユーザーの両方向けのアプリケーション、ESD保護の重要性、溶接強度のテスト方法、および安全上の注意事項について説明します。最後に、最適なパフォーマンスを確保するための溶接チップの保守と交換に関するアドバイスを提供します。




