

Umcélula de bolsa refere-se a uma célula de bateria que usa filme de alumínio-plástico como material de embalagem. O processo de fabricação das baterias de bolsa difere do das baterias prismáticas, principalmente a partir do estágio de enrolamento. Os estágios iniciais do processo de fabricação são geralmente semelhantes. Em termos de embalagem de bateria de íons de lítio, existem duas categorias principais: células de bolsa e células de invólucro de metal. As células de casca de metal incluem conchas de aço e alumínio e, nos últimos anos, algumas células têm usado conchas de plástico, que também podem ser classificadas nesta categoria.

Diferentes materiais de casca determinam os métodos de embalagem. As baterias de bolsa usam embalagem térmica, enquanto as baterias com caixa de metal geralmente usam soldagem (Soldagem a laser). A razão pela qual as baterias de bolsa podem ser seladas termicamente é que elas usam filme de embalagem de alumínio-plástico.
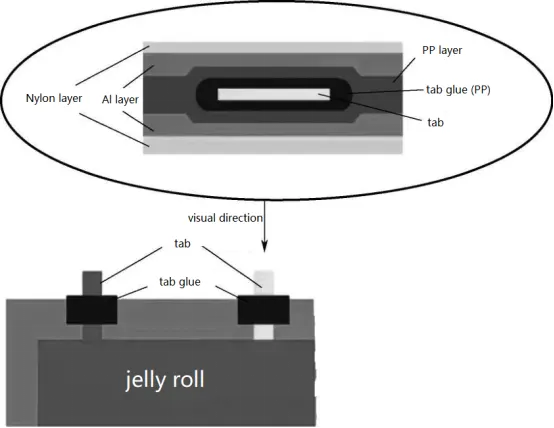
O filme de embalagem de alumínio-plástico é composto por três camadas de uma seção transversal: camada de nylon, camada de alumínio e camada de polipropileno (PP). Cada uma das três camadas tem seu próprio papel. Primeiro, a camada de náilon garante a forma do filme de alumínio-plástico e garante que o filme não se deforme antes de ser fabricado em uma bateria de íons de lítio. A camada de metal alumínio é usada para evitar que a água penetre. As baterias de íons de lítio têm muito medo de água. Geralmente, o teor de umidade do eletrodo deve ser da ordem de 10-6, portanto, o filme de embalagem deve ser capaz de bloquear a penetração do vapor de água. O nylon não é à prova d'água e não pode fornecer proteção. O alumínio metálico reage com o oxigênio do ar à temperatura ambiente para formar uma película densa de óxido, que impede a penetração do vapor de água e protege o interior do rolo de gelatina. A camada de metal e alumínio também fornece a plasticidade para perfuração quando o filme plástico de alumínio é formado. A característica do PP é que ele derrete a temperaturas de mais de 100 graus Celsius e é pegajoso. Portanto, a vedação térmica das baterias depende principalmente da camada de PP ser derretida e unida sob a ação do aquecimento da cabeça de vedação. Em seguida, a cabeça de vedação é removida e a temperatura é reduzida para solidificar e colar. A imagem abaixo é um diagrama esquemático da estrutura do filme de embalagem de alumínio-plástico.
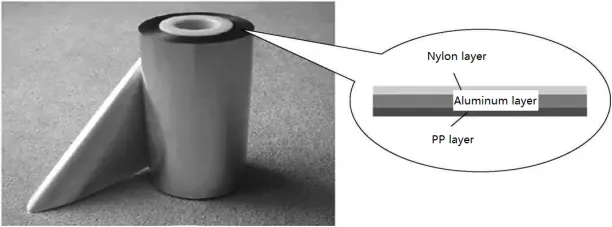
O filme plástico de alumínio parece muito simples, mas, na prática, não é tão fácil combinar as três camadas de materiais de maneira uniforme e firme. Infelizmente, filmes de alumínio-plástico de boa qualidade são basicamente importados do Japão. Os domésticos não estão disponíveis, mas a qualidade ainda precisa ser melhorada.
- furos de perfuração
O processo de formação de filme de alumínio-plástico é uma técnica de fabricação especial na produção de baterias de bolsa. As células da bolsa podem ser projetadas em diferentes tamanhos de acordo com os requisitos do cliente. Uma vez que as dimensões externas são determinadas, os moldes correspondentes precisam ser desenvolvidos para moldar o filme de alumínio-plástico. Esse processo de conformação também é conhecido como "furos", o que significa usar o molde de conformação para criar uma cavidade no filme de alumínio-plástico aquecido que pode acomodar o rolo de gelatina. O diagrama a seguir ilustra o conceito de furos.
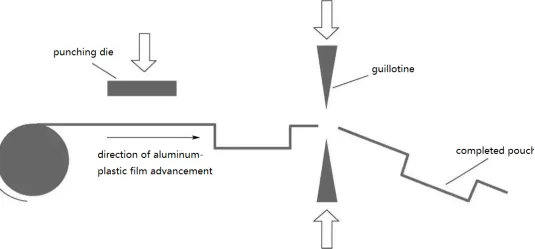
Depois que o filme de alumínio-plástico é perfurado e cortado em forma, ele geralmente é chamado de "bolsa". Quando a célula é relativamente fina, um único bolso geralmente é perfurado, enquanto quando a célula é mais grossa, um bolso duplo é perfurado. Isso ocorre porque a deformação excessiva de um lado pode exceder o limite de deformação do filme plástico-alumínio, levando à ruptura.
- Processo de selagem superior e lateral
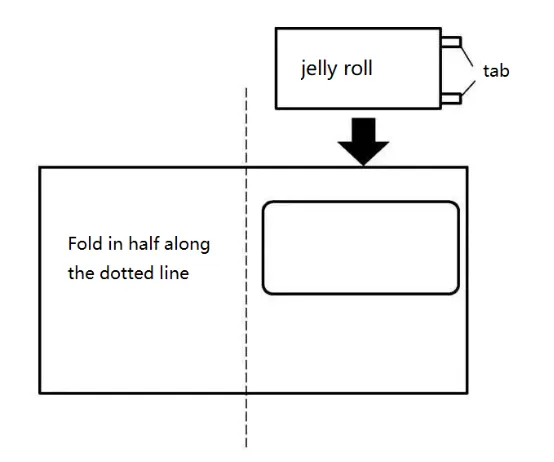
O processo de selagem superior é a primeira etapa de embalagem na fabricação de baterias de íons de lítio em bolsa. O processo de vedação superior consiste, na verdade, em duas etapas: vedação superior e vedação lateral. Em primeiro lugar, o rolo de gelatina é colocado no bolso perfurado. Em seguida, o filme de embalagem é dobrado ao longo da posição da linha pontilhada. O diagrama a seguir ilustra o conceito de vedação superior.
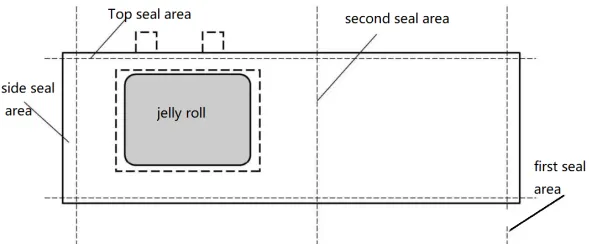
Depois que o filme plástico de alumínio é carregado no núcleo, vários locais precisam ser selados, incluindo a área de vedação superior, a área de vedação lateral, a primeira área de vedação e a segunda área de vedação. A figura abaixo é um diagrama esquemático do local da embalagem.
Depois de colocar o rolo de gelatina no bolso, todo o filme de alumínio-plástico é colocado em um acessório e submetido à vedação superior e lateral em uma máquina de selagem superior. A Figura 6 mostra uma máquina de selagem superior deste modelo, que está equipada com quatro acessórios. A estação de trabalho esquerda é para vedação superior, enquanto a estação de trabalho direita é para vedação lateral. Abaixo das duas cabeças de vedação de metal, há outra cabeça de vedação inferior. Durante o processo de vedação, as duas cabeças de vedação são aquecidas a uma determinada temperatura (geralmente em torno de 180°C) e pressionadas sobre o filme de alumínio-plástico. A camada de PP do filme derrete e se une, completando o processo de vedação.
Para a vedação superior, o objetivo é vedar os coletores de corrente, que são feitos de metal (alumínio para o eletrodo positivo e níquel para o eletrodo negativo). Como eles podem ser selados com o filme PP? Isso é obtido por meio de um pequeno componente nos coletores atuais chamado "adesivo coletor atual". Durante o processo de vedação, a camada de PP do adesivo coletor atual derrete e se liga à camada de PP do filme de alumínio-plástico, formando uma estrutura de vedação eficaz. O diagrama a seguir ilustra a estrutura de vedação.

- Processo de injeção e pré-selagem
Após o processo de vedação superior, a bateria da bolsa precisa passar por inspeção por raios-X para verificar o paralelismo de seu rolo de gelatina. Em seguida, ele entra na câmara de secagem para remoção de umidade. Após um certo período de tempo na câmara de secagem, procede-se ao processo de injeção e pré-selagem.
Uma vez concluída a vedação superior da bateria, resta apenas uma abertura no lado do airbag. Esta abertura é usada para injeção. Após oinjecçãofor concluída, é necessária uma pré-vedação imediata do lado do airbag, também conhecida como "uma vedação". Uma vez concluída a primeira vedação, teoricamente, a parte interna da bateria é completamente isolada do ambiente externo. O princípio de vedação da primeira vedação é o mesmo da vedação superior.
- Processos de repouso, conformação e modelagem de acessórios
Após o processo de injeção e primeira vedação, a célula da bateria precisa ser colocada em um estado estático. Dependendo do específicoProcesso de fabricação, pode ser submetido a armazenamento estático de alta temperatura ou armazenamento estático à temperatura ambiente. O objetivo do armazenamento estático é permitir que o eletrólito injetado penetre totalmente nas folhas do eletrodo. Após o armazenamento estático, a célula da bateria pode sofrer formação. A formação refere-se ao carregamento inicial da bateria, mas ela não é carregada com a tensão operacional mais alta e a corrente de carga é muito baixa. O objetivo da formação é estabelecer um filme estável de interface eletrolítica sólida (SEI) na superfície do eletrodo, o que equivale a "ativar" a célula da bateria. Durante esse processo, uma certa quantidade de gás é gerada, razão pela qual há um airbag reservado no filme de alumínio-plástico. Alguns processos de fabricação podem usar acessórios durante a formação, onde a célula da bateria é presa em um acessório (às vezes usando placas de vidro e grampos de aço) e depois colocada em um gabinete para formação. Isso permite que o gás gerado seja totalmente espremido no airbag adjacente, ao mesmo tempo em que melhora a interface do eletrodo após a formação. Após a formação, algumas células da bateria, especialmente as mais grossas, podem sofrer deformação devido a tensões internas. Portanto, certas fábricas podem ter um processo de modelagem de acessórios após a formação, também conhecido como cozimento de acessórios.
- Segundo processo de selagem
Durante o processo de formação, o gás é gerado, por isso é necessário extrair o gás antes de prosseguir com a segunda vedação. Em algumas empresas, esse processo é dividido em duas etapas: ventilação de gás e segunda vedação. Há também uma etapa subsequente de corte do airbag, mas aqui vamos nos referir a todas essas etapas coletivamente como a segunda vedação.
Durante a segunda vedação, uma faca de corte é usada para perfurar o airbag, ao mesmo tempo em que cria um vácuo. Isso permite que o gás e uma pequena porção do eletrólito dentro do airbag sejam extraídos. Então, imediatamente na segunda área de vedação, a cabeça de vedação é usada para selar a bateria, garantindo sua estanqueidade. Finalmente, a bateria selada é cortada para remover o airbag e uma bateria de bolsa é essencialmente formada. A segunda vedação é o processo final de vedação para baterias de íons de lítio.
- Processos subsequentes
Depois de cortar o airbag no segundo processo de vedação, a bateria passa por corte e dobramento das bordas. Isso envolve aparar as bordas da primeira e da segunda vedação em uma largura apropriada e dobrá-las para garantir que a largura da bateria não exceda o limite especificado. Após o processo de dobragem, a bateria está pronta para a classificação de capacidade, que é essencialmente um teste de capacidade para determinar se a bateria atende à capacidade mínima exigida. Em princípio, todas as baterias precisam passar por uma classificação de capacidade antes de sair da fábrica para garantir que as baterias com capacidade insuficiente não sejam entregues aos clientes. No entanto, na produção de baterias de alto volume, algumas empresas podem realizar uma classificação de capacidade parcial para avaliar estatisticamente a taxa de qualificação de capacidade do lote.
Após a classificação de capacidade, as baterias com capacidade qualificada seguem para os processos subsequentes, incluindo inspeção visual, aplicação de etiquetas, teste de tensão de borda e soldagem de guias, entre outros. Esses processos podem ser ajustados com base nos requisitos do cliente. Por fim, as baterias passam pelo controle de qualidade de saída (OQC) e são embaladas para envio.




